
激光切割是利用高功率密度激光束照射被切割材料,使材料很快被加热至汽化温度,蒸发形成孔洞,随着光束对材料的移动,孔洞连续形成宽度很窄的(如0.1mm左右)切缝,完成对材料的切割。
激光束通过聚焦后的光斑的大小:激光束聚集后的光斑越小,激光切割加工精度越高,特别是切缝较小,小的光斑可达0.01mm。
工作台的走位精度决定着激光切割加工的重复精度,工作台精度越高,切割的精度越高。
工件厚度越大,精度越低,切缝越大。由于激光光束为锥形,切缝也是锥形,厚度0.3MM的材料比2MM的切缝小的多。
工件材质对激光切割精度有一定影响。同样情况下,不同材质的切割精度也稍有不同,即使是同一材质,如果材料的成分不同,切割的精度也会有差异。
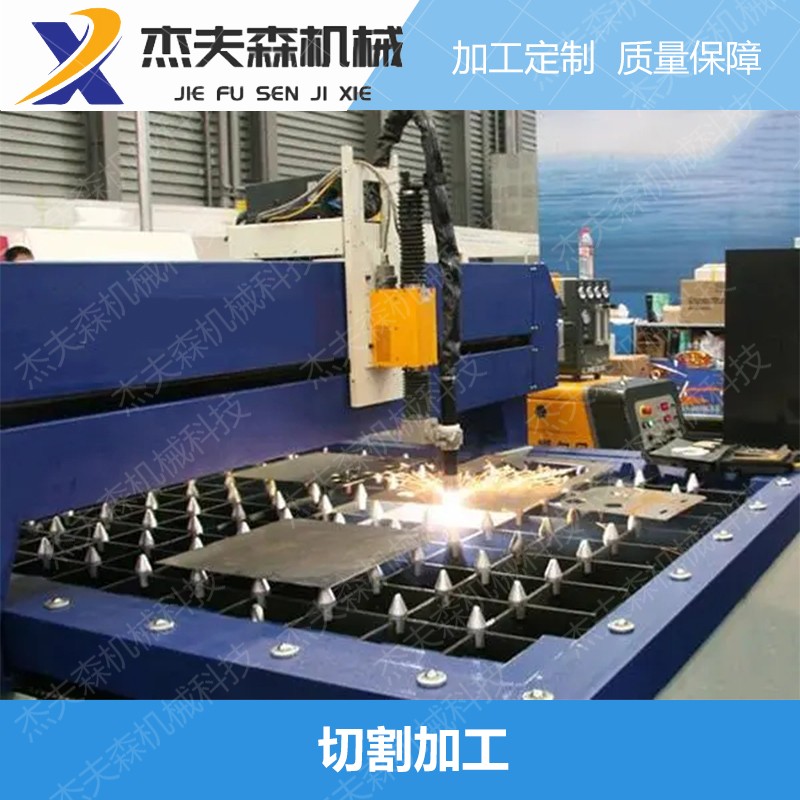
激光切割
那么,激光切割加工时怎么才能做到高精度呢?
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。
(1)焦点位置控制技术。聚焦透镜焦深越小,焦点光斑直径就越小,因此控制焦点相对于被切材料表面的位置十分重要。
(2)切割穿孔技术。任何一种热切割技术,除少数情况可以从板边缘开始外,一般都必须在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。
(3)嘴设计及气流控制技术。激光切割钢材时,氧气和聚焦的激光束是通过喷嘴射到被切材料处,从而形成一个气流束。对气流的基本要求是进入切口的气流量要大,速度要高,以便足够的氧化使切口材料充分进行放热反应;同时又有足够的动量将熔融材料喷射吹出